| Frezen met een bovenfrees |

|

|

|
| Geschreven door Edo | ||||||||||||||||||||||||||||||||
| Tuesday, 14 December 2004 | ||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||
 Frezen met een bovenfrees
Frezen met een bovenfrees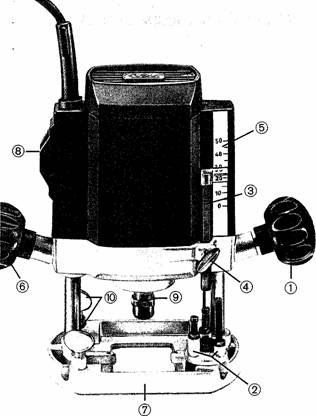 |
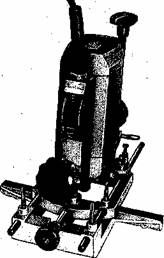
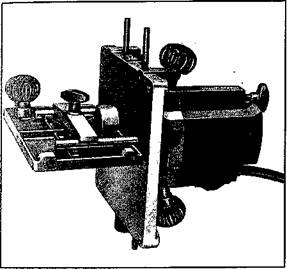
1. handgreep tevens blokkeerknop 2. revolver aanslag 3. diepte aanslag 4. vleugelschroef 5. dieptemaat instelling 6. handgreep 7. twee zuilenvoet 8. schakelaar 9. spanmoer 10. vleugelschroeven voor klemmen van de geleidestangen |
Een woord ter inleiding.
|
Loont de aanschaf van een bovenfrees? De bovenfrees is onmisbaar in iedere moderne meubelmakerij en is net belangrijkste gereedschap bij de vervaardiging van vakwerk. Met de introductie van de bovenfrees machine zijn al deze vakwerkzaamheden binnen het bereik gebracht van de doe-het-zelver. Meubelmakerwerk was vroeger het uitsluitende resultaat van moeizaam en na vele jaren oefening verkregen vakman-schap. In grootvaders tijd werd het z.g. oerdegelijke en fraaie handwerk inderdaad geheel met de hand vervaardigd. Al deze werkzaamheden zijn dan ook heden ten dage niet meer betaalbaar en de vakman gebruikt reeds meer dan 30 jaar bovenfreesmachines. De diverse fabrikanten van bovenfreesmachines ontwikkelden freesmachines met alle gebruiksmogelijkheden, die ook de moderne vakman benut. Door de eenvoudige bediening van de freesmachines is een ongekend aantal mogelijkheden voor de bewerking van hout, kunststoffen en dunwandig aluminium onder het bereik gekomen van iedere doe-het-zelver. Het lichte gewicht en de simpele bediening maken de machines, in verbinding met een aantal handige hulpstukken, tot een buitengewoon veelzijdig stuk gereedschap om te frezen, boren, groeven, tappen, sleuven, afkanten, etc., alsmede voor het maken van zwaluwstaartgroeven en verbindingen, sleufgaten, verlijmkanten, ronde kanten, uitsparingen voor alle soorten beslag, etc. Zonder speciale opleiding of bijzondere vakkennis kan iedere handige doe-het-zelver na een korte oefentijd alle bovengenoemde werkzaamheden verrichten. Enkele gebruiksmogelijkheden zullen wij in dit schrijven behandelen. |
|
Nagenoeg iedere werkzaamheid is verschillend en stelt weer andere eisen aan u en uw gereedschappen. De moderne bovenfrees is zodanig geconstrueerd, dat U alle werkzaamheden zonder veel moeite of grote vakkennis kunt uitvoeren. De talrijke mogelijkheden behandelen wij hierna en noemen wij de machine opstellingen. |
|
1) Hand bovenfrees.
De bovenfrees - zonder hulpstukken -wordt met beide handen aan de knoppen geleid en met het freesgereedschap langs of door het te bewerken materiaal gevoerd. Men spreekt dan van «frezen uit de vrije hand», omdat de machine iedere willekeurige richting van Uw handen volgt. |
|
|
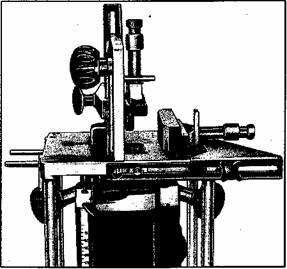
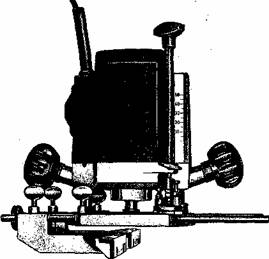
2) Hand bovenfrees met zijde geleider.
Indien de hand bovenfrees voorzien wordt van de zijde geleider dan bepaalt deze de freesrichting. Op die manier is zuiver parallelfrezen zonder moeite mogelijk. |
|
|
| |
|
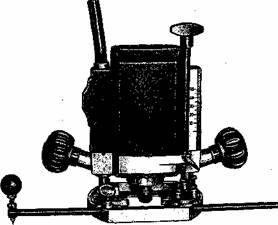
3) Hand bovenfrees met cirkelstang.
Indien de hand bovenfrees van de cirkelstang (accessoir) voorzien wordt dan is het frezen van exacte cirkels of cirkelvormige lijnen zonder grote vaardigheid mogelijk. |
|
|
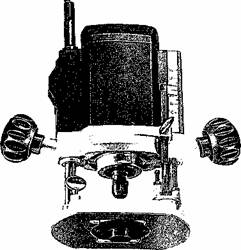
4) Hand bovenfrees met geleide ring.
Wanneer de bovenfrees met geleidering gemonteerd wordt bepaalt de sjabloon de freesweg. Op die manier kan ieder gewenst aantal volkomen gelijkvormige uitfrezingen worden vervaardigd.
|
|
|
5) Hand bovenfrees met hoektafel.
Dit accessoir bestaat uit 2 lichtmetalen bladen, waarvan een ter vergroting van de grondplaat onder de machine gemonteerd wordt en de ander haaks hierop. Deze combinatie wordt verder hoektafel genoemd. In deze opstelling wordt de machine horizontaal over het werkstuk gevoerd en zorgt de hoektafel voor een zeer nauwkeurige geleiding. Voor langere rechte uitfrezingen is dit de meest ideale werkmethode.
|
|
|
6) Hand bovenfrees met hoektafel, stationair.
De montage van de beide bladen aan de bovenfrees is gelijk aan die onder punt 5 beschreven. In dit geval wordt de grote plaat aan de werkbank bevestigd met 2 spanschroeven (accessoires) en wordt het werkstuk over de kleine tafel gevoerd, die hier «werktafel» kan worden genoemd. Voor vele werkzaamheden is deze opstelling de juiste oplossing.
|
|
|
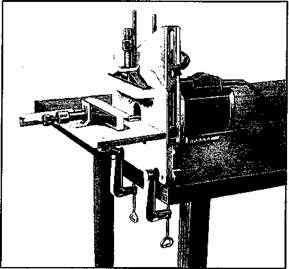
7) Bovenfrees als stationaire tafelfrees.
De machine opstelling is dezelfde als onder 6 beschreven. Nu echter worden aan de freestafelplaat de vier stabiele poten (accessoires set) aan de onderkant ingestoken en aan de bovenkant vast geschroefd. De hoektafel dient nu als aanslag voor het te bewerken werkstuk, de freestafel plaat als «werktafel». De stabiliteit van de tafel wordt volkomen als de vier klemplaten (accessoires set) aan de poten worden bevestigd en met schroeven op de werkbank vastgezet. Deze opstelling staat optimaal frezen ook van grotere werkstukken toe, in het bijzonder bij gebruik van de SUVA beschermings- en drukgeleider (accessoires set).
|
|
|
8) Bovenfrees als stationaire tafelfrees met kopieertaster.
Wordt de hoektafel verwijderd en kopieertaster uit de accessoires set, alsmede de SUVA bescherming aangebracht, dan is het frezen van een profiel aan een gebogen zijde goed mogelijk. Deze opstelling biedt de mogelijkheid tot fantasievolle en individuele frees werkzaamheden.
|
|
|
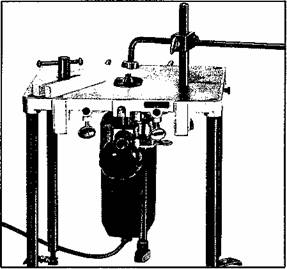
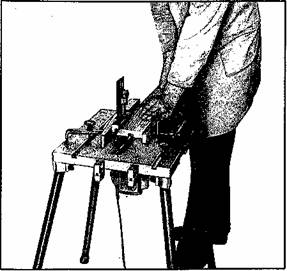
9) Bovenfrees als grote tafelfrees met de COMBI TAFEL.
De ideale oplossing voor de doe-het-zelver is de combinatie van de freesmachine en de KOMBI TAFEL tot tafelfrees. De bovenfrees wordt onder het tafelblad vastgeschroefd. Het voordeel hierbij is het grote tafelblad met nauwkeurige geleidings mogelijk-heden. U hebt dan een direct bruikbare stationaire tafelfrees. De basistafel kan desgewenst met meerdere bladen worden verbreed. Met een handcirkelzaag kan de tafel voorts worden uitgebreid tot een zaagtafel of tafelkapzaag.
|
|
|
10) Hand bovenfrees in combinatie met zwaluwstaart freesapparaat.
Er is geen hechtere en meer professionele hoekverbinding dan de zwaluwstaartverbinding. Met het zwaluwstaart freesapparaat kunt U thans deze mooie professionele hoekverbindingen zonder bijzondere vaardigheid of omslachtige technieken tot stand brengen.
|
|

Voorwaarden, die het werk gunstig beinvloeden.
|
lederen machine is dan pas goed, wanneer de bediening ongecompliceerd en eenvoudig is. Enkele punten maken dit reeds duidelijk: De tweezuilen geleiding van de machine verhoogt de stabiliteit en maakt het inlaten en uitnemen van het freesgereedschap uit het werkstuk mogelijk. Een exact instellen van de machine is mogelijk, omdat de machine voor het eigenlijke begin der werkzaamheden op het werkstuk geplaatst en nauwkeurig afgesteld wordt. Dan pas wordt de motor ingeschakeld en begint het frezen. Een fout bij het beginpunt wordt aldus vermeden. Een verder voordeel van het tweezuilensysteem met stabiele grondplaat is de rechte hoek van 90°, waaronder het freesgereedschap in het werkstuk ingelaten wordt. Erg belangrijk is het volkomen vrije zicht op het freeswerk van de bedieningsman zonder onnatuurlijke houding. U ziet wat U doet en controleert voortdurend Uw bewegingen. Het verwisselen van het freesgereedschap is kinderspel met 2 steeksleutels. Ook de ombouw van de machines voor andere werkzaamheden biedt geen moeilijkheden en gaat snel, dankzij de zinvolle constructie.
|
De moderne techniek, die tot nauwkeurige
en zuivere resultaten leidt.
|
De technische gegevens van de machines geven informaties over de kracht en het prestatievermogen van deze universele machines. De nadruk moet worden gelegd op het verbazingwekkende onbelast toerental van 24.000 omw./min. Naast een krachtige motor is dit de reden voor nauwkeurige en zuivere freesresultaten. Wanneer men dan bedenkt, dat een boormachine in het gunstigste geval omstreeks 3.600 omw./ min. maakt, is het volkomen duidelijk, dat met een boormachine slechts «theoretisch» freeswerk kan worden uitgevoerd en dit zeker geen bevredigende resultaten kan opleveren.
De verantwoorde techniek, die tot veiligheid bii het werk leidt.
VEILIGHEID is bij de hobby van groot belang.
De in de machines geïnstalleerde motor is meestal dubbel geïsoleerd en heeft een extra beschermende isolatie van het anker. De lichte betrouwbare gang van de tweezuilen geleiding betekent een beslissende veiligheidsfactor. In deze «elastische zuilen» zijn uitstekende veiligheids maatregelen ingebouwd, die een soepele gangbaarheid garanderen. Wordt de hand bovenfrees gedragen, dan bevindt de frees zich aan de binnenkant van de grondplaat, waardoor gevaar voor ongelukken voorkomen wordt. Niettemin dient de motor buiten het werk ALTIJD UlT GESCHAKELD TE ZIJN.
|
Eerste stap: Het monteren van de freesjes.
|
Attentie! De steker is niet in de contactdoos!!! Spanmoer losdraaien. Schacht van de frees in de spantang steken die in de spanmoer zit Spanmoer vastdraaien
Verklaring: Voor het los- en vastdraaien van de spanmoer gebruikt men de 13 resp. 17 mm steeksleutel; 13 mm om de motoras te blokkeren en de 17 mm om de spanmoer vast te draaien. Deze handeling beheerst uitvoeren, in de meeste gevallen zijn slechts enkele draaibewegingen nodig. Spanmoer nooit aandraaien zonder frees.
Opmerking: Verwisseling van spantangen. Spanmoer geheel afschroeven, spantang door een kantel trekbeweging verwijderen. De machines worden met een spantang voor een 6 of 8 mm freesschacht geleverd.
Opmerking: De frees. Frezen met een langere schacht dan 25-30 mm en grotere schacht diameter dan 8 mm zijn voor hobby machines niet geschikt. Dat zijn frezen voor de zwaardere industrie machines. Voor de bovenfrezen zijn er frezen in twee verschillende kwaliteiten. Onder «kwaliteit» wordt verstaan de metallurgische samenstelling van de frees, in 't bijzonder van de freeskop.
Freeskwaliteit H.S.S. De stabiliteit (slijtvastheid) van de HSS frees is bij de materialen, met een geringe verspaning, b.v. zachthout, pvc, acrylglas (ongeverfd) voortreffelijk. Op voorwaarde, dat de frees nog scherp is, zijn hiermede bijzondere werkresultaten te behalen.
Freeskwaliteit H.M. Het gaat hier om frezen, die ofwel uit vol hardmetaal zijn vervaardigd, dan wel bekleed zijn met hardmetalen snijkanten. Deze frezen lijken duur te zijn. Spoedig zal men echter tot de conclusie komen, dat de standtijd van deze frees het veelvoudige is van die van de HSS-frees. De hogere aanschaffingsprijs wordt ruimschoots goedgemaakt. H.M.-frezen zijn bijzonder geschikt voor het bewerken van materialen met grovere verspaning b.v. hardhout, hechthout, spaanderplaat, acryl-glas (geverfd), kunststofplaten (b.v. resopal), glasvezel versterkte kunststoffen, etc. De freeskoppen zijn erg kwetsbaar, ze mogen niet met harde materialen in aanraking komen. Evenmin bij het opbergen. De snijkanten kunnen gauw beschadigd worden wat leidt tot slechte freesresultaten. |
Tweede stap: instellen van de freesdiepte
|
Attentie: de steker is niet in de kontaktdoos ! Machine met de grondplaat op het werkstuk zetten. Machine naar beneden drukken, tot de punt van de frees het werkstuk aanraakt In deze positie machine d.m.v. het vastdraaien van de rechter handgreepknop vergrendelen. De gewenste freesdiepte instellen. Dat kan op twee verschillende manieren gebeuren:
Mogelijkheid 1: De freesdiepte wordt met behulp van de diepte aanslagpen en de draaibare revolveraanslag vastgesteld en wel als volgt. Een van de drie zwarte schroeven van de revolveraanslag kiezen. De gunstigste voor de gewenste freesdiepte. De diepte aanslagpen zover naar boven of beneden schuiven dat de af stand tussen het onderste einde van de aanslagpen en de kop van de gekozen zwarte schroef overeenkomt met de gewenste freesdiepte. Nu de diepte aanslagpen, d.m.v. de schroef in deze positie goed vergrendelen.
De vergrendeling van de machine d.m.v. de handgreepknop los draaien, zodat de machine weer naar boven komt. Het werk kan beginnen. Door de diepte-instelling is de freesdiepte gegarandeerd. Diepere uitfrezingen worden in meerdere keren, van bijv. 5 mm, trapsgewijze bereikt. Telkenmale wordt vooraf een trap ingesteld met een der zwarte schroeven v.d. revolveraanslag.
Voorbeeld: Moet een uitfrezing van 12 mm diepte gemaakt worden, dan dient met de ene zwarte schroef een snijdiepte van 4 mm, met de andere schroef 8 mm en met de laatste schroef de gewenste snijdiepte van 12 mm ingesteld te worden. Voor iedere arbeidsfase de revolveraanslag in de gewenste positie draaien en dan frezen. Deze methode garandeert een nauwkeurig werken met juiste maten, hetgeen de voorkeur verdient boven werken op gevoel.
Mogelijkheid 2: Dikwijls is een zeer nauwkeurige diepte instelling noodzakelijk, die als volgt geschiedt: De diepte aanslagpen verwijderen en vervangen door de diepte fijn instelspindel uit de accessoires set. Vleugelschroef eerst verwijderen. Nu de onderzijde van de spindel over de hoogste zwarte schroef van de rev. aanslag schroeven. (de langste zonder kop!). Door het draaien van de spindel is het nu mogelijk om de freesdiepte in de fijnste schakeringen in te stellen.
Proeffrezen: Om nauwkeurige resultaten te verkrijgen wordt aangeraden voor aanvang van ieder freeswerk, de freesdiepte instelling op een stukje afvalhout te proberen. Zo wordt onnodige ergernis vermeden.
AFVALHOUT BIJ HET PROBEREN VASTZETTEN!!! |
Derdestap: Het frezen. 


|
De beide eerste stappen nemen minder dan twee minuten tijd in beslag, daarna begint het eigenlijke freeswerk: Machine op het werkstuk plaatsen en de juiste positie bepalen. Motor inschakelen en de machine met draaiende frees langzaam in het werkstuk inlaten tot de van te voren ingestelde freesdiepte bereikt is. De frees draait nu in werkstuk. Machine d.m.v. de handgreep/knop in deze positie vastzetten. Nu de machine, die met beide handen aan de handgrepen vastgehouden wordt, langzaam in de richting van de aangegeven uitfrezing schuiven. Dit voorwaarts schuiven moet langzaam gebeuren, om verbranding van het werkstuk te vermijden. Bij het einde van de uitfrezing gekomen de machine stoppen, de vergrendeling met de handgreep/knop losdraaien, zodat de machine weer omhoog in de uitgangspositie komt. Aansluitend de motor afzetten en de steker uit het stopcontact halen. Het frezen d.m.v. inlaten is gereed. Begint de uitfrezing niet midden in het werkstuk, maar dichtbij een rand, dan moet als volgt tewerk worden gegaan. Machine naar beneden drukken tot de snijdiepte instelling bereikt is. Voorzichtig, het freesje bevindt zich nu onbeschermd onder de grondplaat. Machine precies instellen, frees bevindt zich voor het werkstuk, motor aanzetten en nu de machine langzaam met draaiende frees in het werkstuk schuiven. Alles gaat verder zoals boven is beschreven.
Freessnelheid. Wanneer U de machine te ruw en te snel voortbeweegt bij het frezen kan de motor overbelast worden. Een duidelijk hoorbaar teken daarvoor is het teruglopen van het motor toerental en daarmede samenhangend het toerental van het freesje. Dit verval is duidelijk waarneembaar aan de teruglopende toonhoogte van het motorgeluid, veroorzaakt door de ingebouwde ventilator. De toegestane freessnelheid wordt bepaald door de diameter van het gebruikte freesje gekoppeld aan de snelheid, waarmede U de machine voortbeweegt. Bij een grotere diameter hoort een geringere voortbewegings-snelheid dan bij een kleine diameter.
Voortbewegingsrichting. Een juiste voortbeweging van de machine en van het freesje in het materiaal is bijzonder belangrijk. Het freesgereedschap moet altijd zodanig het materiaal raken, dat spaanders worden gesneden en niet worden afgehakt. (zie tekeningen)

Wanneer de snijkant van het freesje op het materiaal slaat kan zelfs door terugslag de machine uit de hand geslagen en het werkstuk beschadigd worden
De machine moet, in ieder geval tegen de draairichting van de frees voortbewogen
Freesdiepte: Wanneer een diepe of brede uitfrezing moet worden gemaakt is het raadzaam om deze in meerdere keren tot stand te brengen, b.v. 12 cm diepte doet men beter in 3 maal 4 cm, dan 2 maal 6 cm. Voorts dient U altijd goed scherp freesgereedschap te gebruiken. Dat spaart uw motor, hetgeen aan het toerental hoorbaar is. Een overbelaste motor leidt onvermijdelijk tot schade aan machine en veroorzaakt slechte freesresultaten. |

Met dank aan Sietse voor het aangeleverd materiaal.
| < Vorige | Volgende > |
|---|